- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

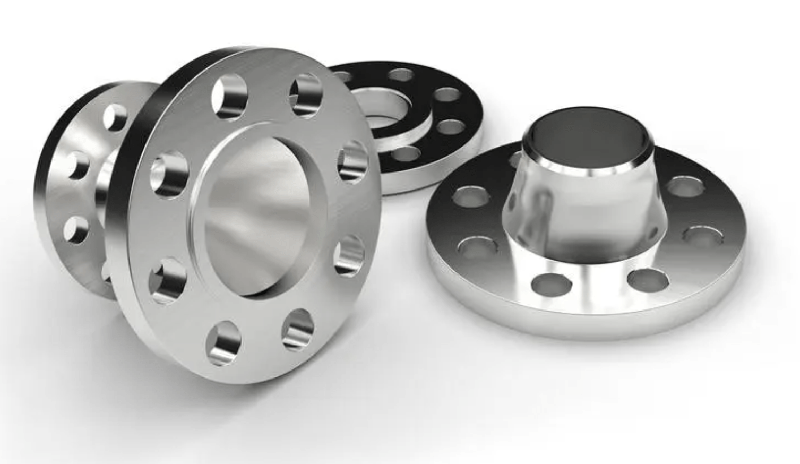
دھاتی سٹیمپنگ کیا ہے؟
دھاتی مہر لگاناڈیز کے درمیان ٹھنڈی دھات رکھنا شامل ہے (کچھ عمل مواد کو گرم بھی کرتے ہیں)۔ ایک بڑا ٹول یا جزو بنانے کے لیے دھاتی مواد کو مطلوبہ شکل میں دبایا جاتا ہے۔ مینوفیکچرنگ انڈسٹری میں کچھ لوگ میٹل اسٹیمپنگ کو دبانے کے طور پر حوالہ دے سکتے ہیں۔
سٹیمپنگ مشین کے اندر یا تو دھات کو کاٹ کر یا نچوڑ کر ختم ہو جاتی ہے۔ یہ ڈیز خاص طور پر ہر پروجیکٹ کے لیے ڈیزائن کیے گئے ہیں۔ اگرچہ ڈیز بنانے میں کافی وقت لگتا ہے، لیکن مہر لگانے کا عمل تیز ہوتا ہے۔ سٹیمپنگ پروسیسنگ کی ایک شکل ہے جس میں واضح طور پر پیمانے کی معیشت ہوتی ہے اور یہ کسی پروڈکٹ کی تیاری میں ایک قدم یا واحد قدم ہو سکتا ہے۔
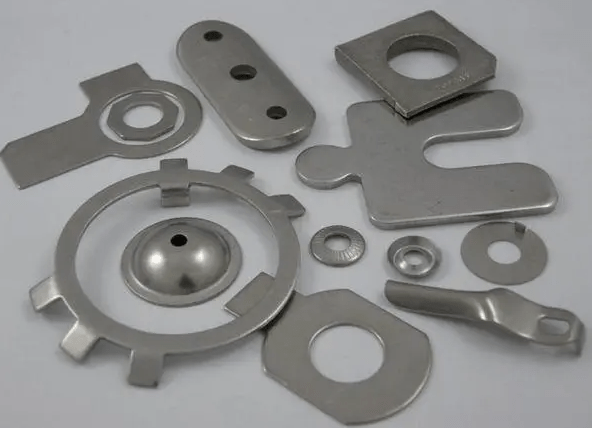
مہر لگانے کے عمل کو پنچنگ، بلینکنگ، ایمبوسنگ، فلانگنگ، موڑنے اور کوائننگ میں بھی توڑا جا سکتا ہے۔ سٹیمپنگ کی استعداد اسے صنعتوں جیسے آٹوموٹو، ملٹری، پبلک ٹرانسپورٹ، اور مینوفیکچرنگ کے ساتھ ساتھ بہت سی دوسری صنعتوں کے لیے ایک مثالی پیداواری طریقہ بناتی ہے۔
مہر لگانے کی اقسام
سب سے زیادہ استعمال ہونے والے سٹیمپنگ کے عمل میں درستگی، ہاٹ میٹل، اور پروگریسو ڈائی شامل ہیں۔ استعمال شدہ سٹیمپنگ کی قسم مطلوبہ تیار شدہ مصنوعات پر منحصر ہے۔
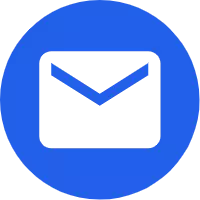
1. پریسجن میٹل سٹیمپنگ
پریسجن سٹیمپنگ اٹھائی گئی تصاویر یا 3D حصے تیار کرتی ہے اور سخت رواداری کے ساتھ تیار مصنوعات تیار کرتی ہے۔ سٹیمپنگ کی دوسری شکلوں کے مقابلے، درست سٹیمپنگ میں مشینوں کے درمیان کم مواد کی نقل و حرکت شامل ہوتی ہے، جس سے عمل تیز ہوتا ہے۔
ہوائی جہاز کے پرزے، انجن کے پرزے، الیکٹرانکس، ٹیلی کمیونیکیشن کا سامان، اور پروٹوٹائپس اکثر درست دھاتی سٹیمپنگ کا استعمال کرتے ہوئے بنائے جاتے ہیں۔ اس سٹیمپنگ کے طریقہ کار کی اعلیٰ درستگی پیچیدہ ڈیزائنوں کی تشکیل کی اجازت دیتی ہے جو ان کی وضاحتوں پر عمل پیرا ہوں۔ اسے 0.025 ملی میٹر اور 0.05 ملی میٹر کے درمیان لمبائی کی رواداری اور 0.012 ملی میٹر اور 0.025 ملی میٹر کے درمیان گول پن برداشت کرنے کے لیے کنٹرول کیا جا سکتا ہے۔
اس عمل کی ایک تبدیلی مائیکرو پریسجن سٹیمپنگ ہے۔ یہ طریقہ الیکٹرانکس یا طبی صنعتوں کے لیے پیچیدہ حصے تیار کر سکتا ہے جو 0.05 ملی میٹر سے 0.12 ملی میٹر تک پتلے ہیں۔
2. گرم دھاتی سٹیمپنگ
گرمدھاتی سٹیمپنگانتہائی گرمی کا استعمال کرتے ہوئے دھات بنانے کا عمل ہے۔ بوران اسٹیل کو 930 ڈگری سیلسیس سے زیادہ گرم کیا جاتا ہے اور پھر اسے مرنے میں بجھایا جاتا ہے۔ نتیجہ ایک اعلی طاقت، ہلکا پھلکا سٹیل جزو ہے.
ہاٹ میٹل اسٹیمپنگ پرزوں کے اہم فوائد میں اعلی تناؤ کی طاقت اور ایک ہی بار میں تمام پیچیدہ حصوں کو بنانے کی صلاحیت ہے، تیار شدہ مصنوعات میں اعلی درجے کی سالمیت کے ساتھ۔ اس طرح تیار ہونے والے پرزے بھی اسپرنگ بیک اور وارپنگ کا تجربہ نہیں کرتے ہیں جیسے دوسرے اعلی طاقت والے اسٹیل کے بنے ہوئے پرزوں کی طرح۔ لیکن دوسری طرف، ثانوی پروسیسنگ کی دشواری بھی بہت زیادہ ہے، جو بنانے کے بعد تراشنا اور کاٹنا بہت مشکل بنا دیتا ہے۔
گرم کارکردگی کا مظاہرہ کرنے کے لئےدھاتی سٹیمپنگ، آپ کو سامان کے کئی ٹکڑوں کی ضرورت ہے، بشمول:
حرارتی نظام دھات کو ضروری درجہ حرارت پر گرم کرنے کے قابل ہے۔
کولنگ سسٹم
خودکار ہینڈلنگ سسٹم، کیونکہ گرم حصوں کو دستی طور پر ہینڈل نہیں کیا جا سکتا
ٹولنگ میٹریل جو تھرمل جھٹکے کے خلاف انتہائی مزاحم ہیں۔
ہائیڈرولک/سرو پریس dwell فنکشن کے ساتھ
سب سے اہم بات - تمام پروسیسنگ آلات کو تمام حفاظتی ضروریات کو پورا کرنا چاہئے۔
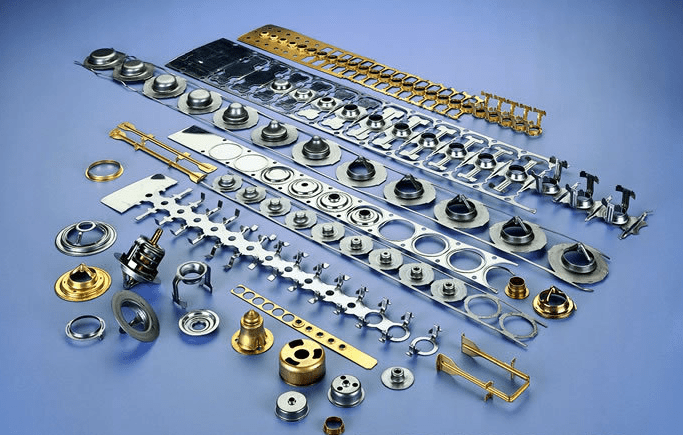
3. پروگریسو میٹل سٹیمپنگ
پروگریسو سٹیمپنگ، جسے پروگریسو ڈائی سٹیمپنگ بھی کہا جاتا ہے، مواد کو متعدد سٹیمپنگ سٹیشنوں سے گزرتا ہے، جن میں سے ہر ایک مواد کو انفرادی طور پر پروسیس کرتا ہے، ان مختلف مراحل کے دوران دھات کی چادر ہمیشہ لمبی پٹی کے ساتھ منسلک ہوتی ہے۔ حتمی مشین دھات کی پٹی سے تیار شدہ مصنوعات کو کاٹتی ہے۔
پروگریسو ڈائی اسٹیمپنگ بڑے پیمانے پر، طویل مدتی پیداواری عمل کے لیے ایک اچھا انتخاب ہے کیونکہ یہ ڈائی کی زندگی کو بڑھاتا ہے، بڑے بیچوں میں قابل کنٹرول درستگی کو برقرار رکھتا ہے، اور کم سے کم فضلہ پیدا کرتا ہے۔
بڑے حصے بناتے وقت جن کے لیے مختلف پریس کی ضرورت ہو سکتی ہے، آپ کو ٹرانسفر ڈائی اسٹیمپنگ استعمال کرنے کی ضرورت ہوگی۔ یہ عمل ترقی پسند سٹیمپنگ سے صرف چند چھوٹے طریقوں سے مختلف ہے۔ ورک پیس کو دھات کی پٹی سے جلد الگ کر دیا جاتا ہے، اور کنویئر بیلٹ ورک پیس کو مشین سے مشین میں منتقل کرتا ہے۔